

CNC-spegelgnistmaskin
Parametertabell
Tabell över kapacitetsparametrar
| Punkt | Enhet | Värde |
| Bordstorlek (lång × bred) | mm | 700×400 |
| Interndimension av processvätsketank (lång × bred × höjd) | mm | 1150×660×435 |
| Justeringsområde för vätskenivå | mm | 110–300 |
| Maximal kapacitet för processvätsketank | l | 235 |
| X-, Y- och Z-axelrörelse | mm | 450×350×300 |
| Maximal elektrodvikt | kg | 50 |
| Maximal arbetsstyckestorlek | mm | 900×600×300 |
| Maximal arbetsstyckesvikt | kg | 400 |
| Minsta till största avstånd från arbetsbord till elektrodhuvud | mm | 330–600 |
| Positioneringsnoggrannhet (JIS-standard) | μm | 5 μm/100 mm |
| Repeterad positioneringsnoggrannhet (JIS-standard) | μm | 2 μm |
| Maskinverktygets totala dimension (längd × bredd × höjd) | mm | 1400×1600×2340 |
| Maskinvikt Ungefärlig (Längd × Bredd × Höjd) | kg | 2350 |
| Konturmått (längd × bredd × höjd) | mm | 1560×1450×2300 |
| Reservoarvolym | l | 600 |
| Filtreringsmetod för bearbetning av vätska | A | Utbytbart papperskärnfilter |
| Maximal bearbetningsström | kW | 50 |
| Total ingångseffekt | kW | 9 |
| Ingångsspänning | V | 380V |
| Optimal ytjämnhet (Ra) | μm | 0,1 μm |
| Minsta elektrodförlust | - | 0,10 % |
| Standardprocess | Koppar/stål, mikrokoppar/stål, grafit/stål, stålvolfram/stål, mikrokopparvolfram/stål, stål/stål, kopparvolfram/hårdlegering, koppar/aluminium, grafit/värmebeständig legering, grafit/titan, koppar/koppar | |
| Interpoleringsmetod | Rak linje, båge, spiral, bambupistol | |
| Olika ersättningar | Stegfelskompensation och gapkompensation utförs för varje axel | |
| Maximalt antal kontrollaxlar | Treaxlig trelänk (standard), fyraxlig fyrlänk (tillval) | |
| Olika upplösningar | μm | 0,41 |
| Minsta drivenhet | - | Pekskärm, U-disk |
| Inmatningsmetod | - | RS-232 |
| Visningsläge | - | 15″ LCD-skärm (TET*LCD) |
| Manuell kontrollbox | - | Standardinställning (flernivåomkoppling), hjälpfunktion A0~A3 |
| Positionskommandoläge | - | Både absolut och inkrementell |
Exempel på introduktion
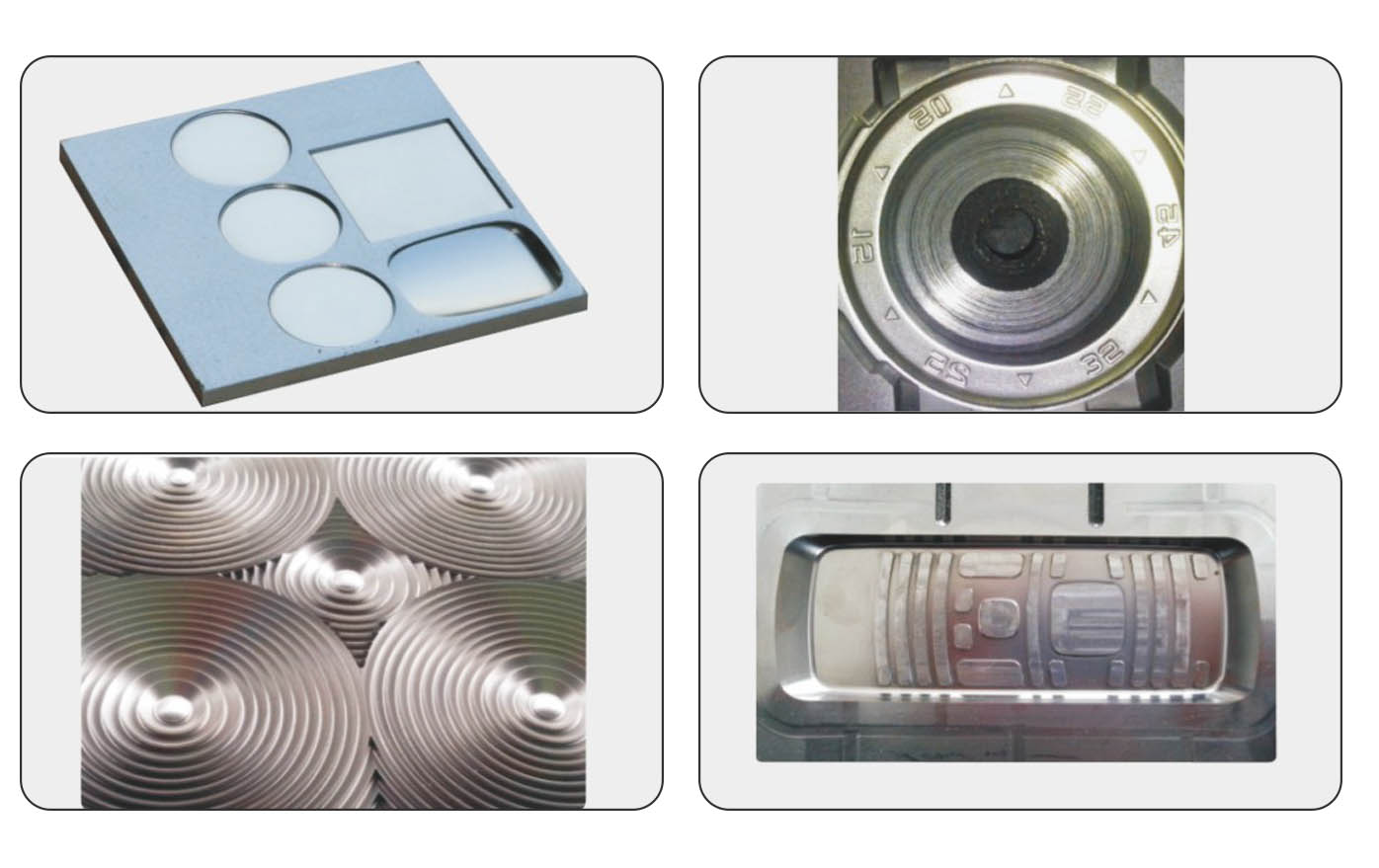
Omfattande bearbetningsexempel (spegelblank yta)
| Exempel | Maskinmodell | Material | Storlek | Ytjämnhet | Bearbetningsegenskaper | Bearbetningstid |
| Spegelfinish | A45 | Koppar – S136 (Importerad) | 30 x 40 mm (böjt prov) | Ra ≤ 0,4 μm | Hög hårdhet, hög glans | 5 timmar och 30 minuter (böjt exempel) |
Klockfodralform
| Exempel | Maskinmodell | Material | Storlek | Ytjämnhet | Bearbetningsegenskaper | Bearbetningstid |
| Klockfodralform | A45 | Koppar – S136 Härdad | 40 x 40 mm | Ra ≤ 1,6 μm | Enhetlig textur | 4 timmar |
Rakbladsform
| Exempel | Maskinmodell | Material | Storlek | Ytjämnhet | Bearbetningsegenskaper | Bearbetningstid |
| Rakbladsform | A45 | Koppar – NAK80 | 50 x 50 mm | Ra ≤ 0,4 μm | Hög hårdhet, enhetlig textur | 7 timmar |
Telefonfodralform (blandad pulverbearbetning)
| Exempel | Maskinmodell | Material | Storlek | Ytjämnhet | Bearbetningsegenskaper | Bearbetningstid |
| Telefonfodralform | A45 | Koppar – NAK80 | 130 x 60 mm | Ra ≤ 0,6 μm | Hög hårdhet, enhetlig textur | 8 timmar |
Skriv ditt meddelande här och skicka det till oss



